

- By Charlie Emerson
- Automation Basics
Summary
Servomotors are basically a high-performance type of electrical motor. They must be paired with a drive, which is also known as a motion controller. As a system, servos convert electricity into precisely controlled motion.
Servo motion controllers and motors provide excellent automation integration, accuracy, performance, and reliability

By Charlie Emerson
Any basic industrial automation system, such as those used on original equipment manufacturer (OEM) machinery, must have at least three fundamental capabilities:- monitoring
- computing
- controlling
Monitoring takes the form of sensors and intelligent devices connected to a digital processor. These monitored values are used for computing and then controlling some sort of real-world action.
Many automation systems rely on one or more methods of controlling equipment by commanding physical motion, and this motion can be commanded in many ways. The specific phrase “motion control” in the context of automated equipment is most often understood to mean positively controlling the physical position of certain mechanical elements on or about a machine. Following are some of the automation basics involving motion control.
From here to there
Equipment motion control can involve one or more types, mechanisms, and geometries. Here are a few concepts:
- linear motion, such as a material handling pusher on top of a conveyor, may be simply extend/retract
- rotary motion, such as the conveyor drive itself, may be simply running at a commanded speed or stopped
- positional motion, for both linear and rotary motion, some applications call for commanding the equipment to a given location using a specified acceleration/velocity/deceleration profile.
Every degree of linear or rotary motion on a machine is called an axis. Each axis may operate independently, or many axes may need to be closely coordinated. Think of a robotic arm with four rotary axis joints and one linear gripper axis—all these motions need to occur in concert for the robot to successfully grip a target payload.
Even with the motion type determined, there are other considerations:- whether the motion is fixed or varying speed
- required accuracy of distance/positioning, velocity, and acceleration/deceleration
- force requirements
- duty cycle (how often the motion will be performed)
- reliability and durability
- available energy source
- the supervisory automation platform, such as the programmable logic controller (PLC) make, model, and communications protocols
- initial, operating, and maintenance costs.
For most cases, when designers think of motion control requiring precision, the discussion leads toward servomotors.
Servomotor basics
Servomotors are basically a high-performance type of electrical motor. They must be paired with a drive, which is also known as a motion controller. As a system, servos convert electricity into precisely controlled motion (figure 1).
A rotational servomotor could be used to directly drive a conveyor at a continuous or variable speed, for example, or it could move a conveyor forward and backward to a position. A servo can also be fitted directly to a rotational joint or via a gear reduction assembly to provide greater torque. Another common scenario for a typical servomotor system is incorporating it with another mechanism, such as a rack-and-pinion slide or a screw-drive, to achieve precise linear motion.
Servo drives
The servo drive itself is a relatively intelligent device that interprets signal commands from a supervisory controller, and then interacts with the servomotor to create the desired operation with extremely accurate repeatability. This interaction is closed loop, as the drive constantly monitors the position and velocity of the motor and reacts accordingly.
In the past, servo drives relied on specialized communications media and protocols to provide the necessary responsiveness between automation systems and drives. Today’s servo drives generally use industrial Ethernet communication protocols for this purpose, which must be selected to deliver deterministic communications speeds fast enough for the application. Some popular protocols are:- CC-Link
- EtherCAT
- POWERLINK
- EtherNet/IP
- SERCOS
- PROFINET
Even when servo operation is commanded by a PLC, the servo motion details are effectively programmed in the servo drive. Each motion encompasses many parameters for defining velocity, acceleration, and other performance characteristics. Servo drives may also communicate with each other to achieve very closely coordinated multi-axis control, which may be required in demanding applications.
It is certainly possible to specify servomotors, motion controllers, and automation platforms from separate vendors and integrate them all together. On the other hand, sometimes it is more practical to create a system using products from a portfolio offered by a single vendor. A single source can have coordinated products with integrated development environments to provide easier integration, as well as one-call support.
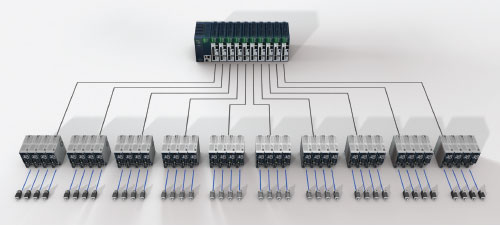
Because servo systems are often used with PLCs, some PLC vendors create motion solutions—installed natively into a PLC backplane in some instances—to provide the highest degree of integration. This can ensure superior communication and precision, especially important when there are large numbers of servos and many related axes (figure 2). Many applications, such as printing presses and web control, may require dozens of coordinated axes and demand scalable servo solutions to maintain performance and ease of use.
Advanced features
The features listed below make development easier, protect mechanical equipment, and/or provide Internet of Things (IoT) capabilities. Camming refers to an equipment configuration that has one main axis, with many other secondary axes operated in coordination with it. Some types of motion control equipment—such as for printing, filling, and labelling—use this type of configuration. Often this equipment must be capable of mechanically and electrically reconfiguring to run multiple operations or different-sized products. Some motion controllers can change camming profiles—which define the relationship between main and other axes—on the fly, so users can make faster product changeovers and increase machine utilization.
Motion enhancements may be onboard features built into a servo controller above and beyond what users directly program. Some servo controllers contain patented technology for considering position, velocity, and acceleration to eliminate motion jerk in response to user commands, effectively smoothing out transitions for faster positioning, and for preventing handled products from slipping or tumbling.
Analytics are becoming more relevant for users integrating any sort of intelligent equipment. Because servo drives use microprocessors, they are already positioned to perform high-level computational and communication operations. This means they can supply extensive operational and diagnostic data to PLCs and to higher-level supervisory systems, in support of analytics. Analysis of this data helps users identify optimal operation and predict problems, which can be proactively addressed.
Design, installation, and operation
Servo systems can be demanding for designers to specify compared with other technologies. Even once the mechanical considerations are addressed, the following are needed:
- power distribution to all motion controllers
- power and control wiring for the motion controller, the servo motor, and associated automation system
- environmental protection for the motion controller
- software integration of the motion controller with the automation system.

Despite these hurdles, once a servo motion system is successfully placed into service, end users can expect a long and reliable functional life with high operating and energy efficiencies. Servo systems can be difficult to troubleshoot, but their digital controls usually have extensive diagnostic information, which can inform the efforts of maintenance technicians.
Servos in motion
A common application for servo motion is a blister pack machine used on a pharmaceutical packaging line. Drug tablets are precisely arranged onto a tray, so they can be placed into formed blister pouches. Then a foil lid is rolled on and sealed and labeled, and the card is perforated and cut to size. This entire process must be precisely coordinated at high speed, typically producing more than 100 blister packs per minute. Using an integrated motion control system enables fast data communication between the automated product handling and multiple motion axes involved, simplifying coordination.
Another application is a cartoner, which manipulates flat carton stock using vacuum and other mechanisms to form a product packaging box. Formed cartons are moved along a conveyor where product is inserted at pick-and-place stations, and flaps are closed and sealed. Throughout this process, high precision, repeatability, and variable acceleration profiles are needed, so that products are not damaged and cartons are formed to properly secure the product. Servos deliver the coordinated control to achieve this.
High-performance motion control
Performing automated motion for OEM machinery and other processing equipment is a fundamental need that can be met with the use of many technologies. The term motion control is most often associated with the use of electrical servo drives—commonly called motion controllers—and associated servomotors to operate the equipment.
Servos are connected directly or via mechanisms, so they can drive equipment in a rotational or linear motion. They can be more complicated and expensive to design, procure, install, and commission than less capable systems, but once in service they are reliable and efficient. More importantly, servos bring the high level of accuracy and performance required by many applications.
Because there is commonly a high level of integration between servo systems and PLC-based automation systems and users are looking for more IoT data, it is important to consider the communications and interoperability aspects when specifying servo motion controllers and motors. Careful up-front design will provide easier integration and years of optimized control, while minimizing expenses.
Reader Feedback
We want to hear from you! Please send us your comments and questions about this topic to InTechmagazine@isa.org.