Global megatrends driving manufacturing digital transformation
By Keith Chambers
Process Automation
Summary
Fast Forward
Manufacturing operations should be designed using a top-down approach, starting with a high-level look at global megatrends.
This approach can produce a future-proof software system architecture.
It will also allow organizations to incorporate current and future technologies, including hybrid architectures, big data analytics, IIoT, and mobility.
Latest software systems improve business performance
By Keith Chambers
When designing software systems for manufacturers, there is a temptation to create a number of point solutions to deal with specific problems. Although this type of "bottom-up" model may temporarily fix each issue, there is often a lack of coherence among the solutions, with no clear path to overall business performance, and no vision for the future.
A better path is to design a "top-down," multisite, operational software architecture that first aligns business goals and performance with existing and expected customer demands. This architecture then drives each aspect of the system-with all solutions aligned, coherent, and contributing to overall performance. Point solutions can still be delivered within this architecture, but the coherence and synergy among those solutions will now by assured within a future-proofed architecture. To do this, one should start by looking at the global megatrends directing present and future consumer demand.
Global megatrends
Economists and others who study trends often say demographics is destiny, in large part because these types of changes can be predicted with a relatively high degree of accuracy. There are three megatrends now driving how manufacturers must manage their operations while planning for the future.
1. The first megatrend encompasses two related demographic changes:
An explosion of growth in the global middle class: More than 50 percent of this demographic group now lives in the developing economies of the Asia-Pacific region. There is a direct correlation between this new-found affluence and increasing demand for branded products.
An aging of the worldwide population: In just a few years, there will be more people in the world older than 60 than under age 6. This will affect manufacturers differently depending on what types of products they make and the regions they serve. For example, a company making toothpaste might now focus more on products geared to those with sensitive teeth. Further, each of these shifts will have a major effect on the manufacturing workforce, demanding more efficient use of human capital and improved knowledge transfer from retiring to younger workers.
2. The second important global megatrend is the push toward greater sustainability. For instance, agriculture is the leading user of freshwater worldwide, and water deficits are already a reality in many areas, creating a demand for more intelligent use of this resource. Water treatment and other processes related to the environment must also contend with heightened regulatory compliance.
3. The third megatrend has to do with consumer expectations, with customers demanding an ever-wider variety of products tailored to their individual needs. A good example is the passenger car market, which has come a long way from Henry Ford's "any color you want as long as it's black" thinking.
After identifying the global megatrends, the next step is to examine their specific effects on manufacturing.
Manufacturing impacts
The first impact is pressure on margins due to volatile commodity prices, labor costs, and supply-chain shifts-affecting already thin margins. Sustainability affects commodity pricing, while aging populations increase labor costs, especially for those companies providing health care insurance. Supply-chain shifts are driven by changing consumer expectations.
Another impact is the need for variety. It is easy to see how this will affect manufacturers. Just take a trip down the "free from" aisle at your local grocery store to see how many consumer preference and allergy subsegments are being targeted, with corresponding higher prices.
Increasing regulatory obligations are driven by the sustainability trend-with safety, environmental, and labeling regulations becoming increasingly pervasive. Consumer expectations also play a role, because brands with a poor reputation for environmental stewardship or unsafe products are rapidly shunned as stories go viral and global in minutes.
On the flip side, those firms seen as forward looking in this area can often charge higher prices, as with organic and fair-trade food offerings. The aging population plays a part in labeling regulations and packaging requirements, as older consumers need clear and readable instructions, along with easy-to-open containers (figure 1).
In today's "always on" world, manufacturing cycles have compressed to quickly meet changing customer tastes or respond to a safety recall. This has led to the need for real-time customer engagement. Connected consumers react immediately to safety and quality incidents, potentially eroding brand equity. The global megatrend of changing consumer expectations directly drives this effect, as does sustainability to a lesser extent. After identifying megatrends and the corresponding impacts on manufacturers, the next step is to see how manufacturers can best cope with these changes.
Figure 1. Manufacturers of packaged goods for consumers are affected by global megatrends, because they are required to make their packaging materials more sustainable and offer a greater variety of products to meet the demands of demographic changes in their markets.
Coping with change
In today's market environment, as described above, a traditional manufacturing approach no longer applies. These market dynamics dictate the need for a digital transformation.
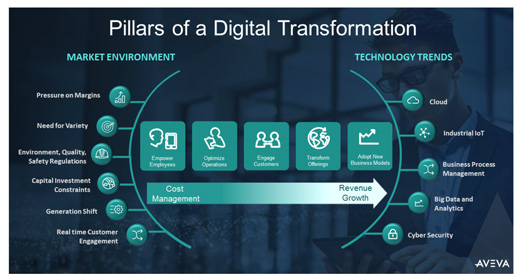
Five strategic "pillars" are essential for a manufacturing business to successfully achieve a digital transformation (figure 2). These pillars are to empower employees, optimize operations, engage customers, transform offerings, and adopt new business models. The pillars are an idea foundation to simultaneously address the market environment, manage costs, and increase revenues while using today's technology trends to achieve transformation.
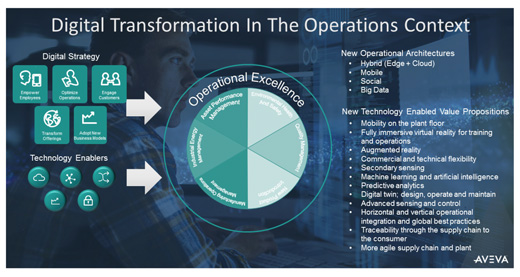
Figure 3 shows just what digital transformation means within a manufacturing operations context. The five pillars of digital transformation are shown on the left (depicted as symbols), as well as each of the five technology enablers: the cloud, industrial IoT, business process management, cybersecurity, and big data/analytics.
Together, these pillars harness technology trends to achieve operational excellence, encompassing most digital transformation initiatives across manufacturing organizations-beyond just implementing a manufacturing execution system (MES). Leading initiatives include asset performance management, environmental health and safety, quality management, new product introduction, manufacturing operations management, and industrial energy management, just to name a few. In the digital age, the lines blur between these initiatives, because the same data can be used in different ways to improve processes and achieve operational excellence.
Figure 2. The five pillars of digital transformation link the market environment and its impact on manufacturers with technology trends. Figure 3. Digital strategies and technology enablers drive operational excellence initiatives via new operational architectures.
New digital framework
New operational software architectures are required to better enable and accelerate implementation of these initiatives, including hybrid deployments (edge + cloud), mobile access, social collaboration, and access to big data and machine learning to better predict actions.
The text at the bottom right of figure 3 shows the value proposition for implementing digital transformation to drive operational excellence, encompassing the delivery of a host of capabilities. As companies begin their digital transformations, this type of operational architecture is critical for long-term success. It is tempting to simply skip over this step and start applying point solutions to achieve specific results. This is a mistake, as it results in a fractured landscape of disjointed systems that do not interoperate, with data often replicated, inaccessible, or siloed.
But just how does one design this type of operational architecture?
Model-driven approach
Using a model-driven approach to create an operational architecture means building upon an industrial software platform to:
define requirements via process mapping
implement using "low code" technology
separate "content" from technology
reuse engineering
avoid custom coding
Following these steps separates processes from the underlying software technologies, allowing deployment across a wide range of activities and tasks. The first step is to define requirements via process mapping, using a methodology similar to business process management mapping, long practiced with great success in commercial environments.
Process mapping requires manufacturers to digitize, standardize, and improve. Digitizing means assessing and documenting current processes-along with touch points to other systems, such as automation and lab. Digitizing a task simply means to take what is in the minds of plant personnel when they perform an activity and to document it by putting it in writing, and then to enter this information into the appropriate software system (figure 4). It also requires the creation of needed workflows and user interfaces-along with integration to MES and other systems.
Although standardizing a task or activity without digitizing it is theoretically possible, it is very difficult and expensive, and it is almost impossible to integrate with all of the other tasks required to produce products. Once a task or activity has been digitally transformed, it can easily be standardized, because all plant personnel follow the same steps. Standardization allows manufacturers to:
account for needed variations among sites
create libraries of practices that are centrally governed
define and measure performance metrics
build deployable packages and push to the sites
establish and document baselines to measure future process improvement
Figure 4. Handheld devices, such as tablets hosting software, can be used to digitize production line operations.
Digitization and standardization beget improvements, because performance can now be viewed, tracked, compared, and optimized. As the old saying goes, nothing can be improved until it is measured, and this is as true for manufacturers as it is for other businesses.
With digitizing and standardizing, manufacturers manage governance of each point solution centrally, with remote deployment and support of local software solutions. The result is continuous improvement of processes based on rich data collection. To illustrate how this model-based approach works in practice, let's look at an application example.
Material receiving and tracking
Many plants and facilities receive raw materials via truck (figure 5), as with this example where a food plant receives vegetable oil for use in its baking operations. As with many plant processes, this one can be digitized, standardized, and improved.
The first step is to notify appropriate personnel when a truck arrives. A sample of the vegetable oil is then taken and sent to the on-site lab for analysis and recording of results. If the sample fails, the truck is sent away. If the sample passes, the operator connects the truck to a nearby tank and starts the pumping process. If the tank fills before the truck is empty, the operator must disconnect the truck from the first tank and hook it up to a second tank. This process is repeated until the truck is empty.
Although seemingly simple, there are many ways this process can go wrong if the proper steps are not taken in the right sequence. There are also numerous opportunities to digitize, standardize, and improve upon the process.
When the truck arrives, the operator should ask the driver how long he or she has been waiting. This data should be digitized by entering it into the appropriate software platform, perhaps using a handheld tablet. The waiting time can be tracked, recorded, and improved upon if it is excessive, perhaps by using a sensor to indicate truck arrival and sending this information to plant personnel via a mobile alert.
The times when personnel take a sample, send it to the lab, and receive results are also measured as part of the digitalization. This shows how long it takes the lab to turn the sample around and can also indicate when escalation to a supervisor is required because the lab is behind. These types of indicators are all apparent in the data, allowing for continuous improvement in this collaborative process.
There are many ways to determine when a tank is full or a truck is empty, and various plants across the enterprise do things differently. For example, one plant may measure tank level by weight, while another may use a continuous liquid level instrument.
Once all the steps are digitized, a standard procedure for unloading vegetable oil from trucks to tanks can be created. This procedure can be adjusted as required to describe unloading of all types of liquids from trucks to tanks throughout the plant and across the enterprise.
During the standardization step, areas for improvement will be revealed as different truck unloading events are compared within a plant or across multiple plants within a company. For example, the time taken to sample product in a lab may be excessive across all plants, leading to implementation of an online analyzer to provide near real-time results at the unloading station. Level measurement by weight at a few plants might be found to be lacking due to changes in product density, so all plants within a company might implement continuous level instrumentation for a local reading of tank level.
Once this process is digitized, standardized, and improved upon-the next process can be mapped. The company can then make further improvements by linking one process to the next to optimize the operation of an entire plant or a facility.
Figure 5. Truck unloading liquid to a tank. Digitizing the unloading of liquids from trucks to tanks can help plants and facilities standardize and improve operations.
Looking to the future
Taking a top-down approach when implementing a software architecture in a manufacturing enterprise ensures a future-proof solution closely aligned with business performance goals. The technologies and techniques discussed above enable this type of approach now, with three future trends expected to further ease implementation.
The first is a move toward hybrid architecture, a combination of on-premise and cloud-based software solutions. This change is already underway. Certain functions, such as real-time control, are best left on premise. Big data analytics, however, is an example of an activity best performed in the cloud, to take advantage of higher performance processing power and to ease collaboration of the results. And of course, these two types of scenarios must readily communicate with each other securely. Data from real-time control systems feeds big data to cloud-based analytics, which in turn feed information regarding suggested improvements to plant personnel.
The second trend is the growing proliferation of big data, as a direct result of now living in a digital age. When tasks are accomplished without written instructions, or when such instructions are written on paper, little or no data is produced. But when tasks are digitized, data is produced in the form of instructions, and more data is produced as each task is accomplished and recorded. This data becomes the basis for the continuous improvement at the heart of most operational excellence programs.
The third trend feeds directly from the second as this big data from the plant becomes filtered and contextualized, becoming valuable business intelligence. An example of this activity is the use of materials traceability data. When recorded digitally within the plant, this data can be used to more effectively inform consumers of a product's provenance should the need arise for a safety recall or to identify counterfeit or stolen products.
These digital trends are happening today and are only gaining momentum. Those manufacturers that look to implementing more than just a traditional manufacturing execution system-but instead to an operations architecture and platform to manage their digital transformation-will be better prepared to adapt quickly to new opportunities in the digital age. Implementing an enterprise-wide software architecture, one designed from the ground up to deal with current and future global megatrends and corresponding manufacturing impacts, is a great strategy to be best prepared for the future.
Reader Feedback
We want to hear from you! Please send us your comments and questions about this topic to InTechmagazine@isa.org.
Keith Chambers is the global director, operations management portfolio, for AVEVA. He is responsible for strategic direction, commercialization, and development for the software operations management portfolio globally. Chambers has more than 20 years of experience in the automation, software, and MES business, with a focus on manufacturing operations software in the food and beverage, CPG, and life sciences industries.